- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Greek
- German
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
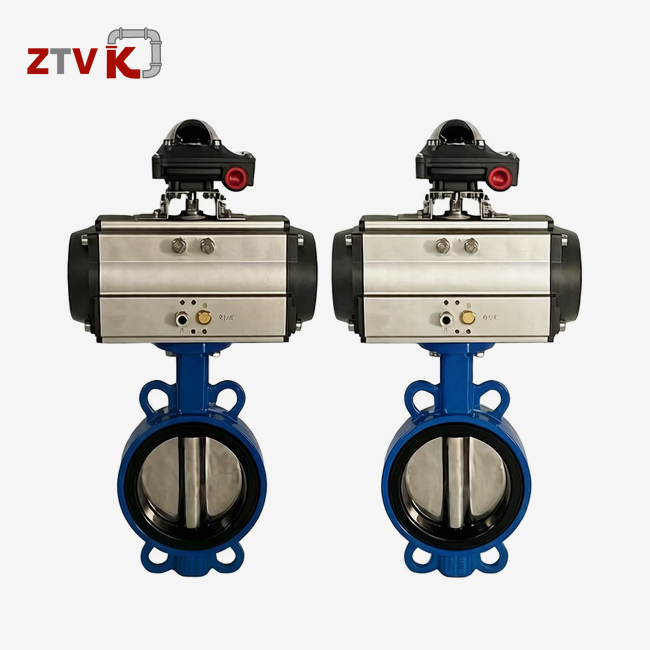
Working principle of double-acting butterfly valve
A double-acting butterfly valve is controlled by compressed air that goes to both sides of an internal piston. This means that the valve can open and close more precisely than with spring systems alone. This design keeps the force constant over the full 90-degree turn, which makes it perfect for industrial uses that need to control flow precisely. The actuator gets air pressure through two specific ports (A and B). This forces the valve disc from fully closed to fully open with equal force in both directions, making sure that it works reliably even when system demands change.

Understanding the Working Principle of Double-Acting Butterfly Valves
Core Components and Structure
The system is made up of several carefully designed parts that fit together perfectly. The valve body is usually made of ductile iron (GGG50), WCB (A216), or stainless steel (CF8/CF8M/CF3/CF3M). It holds a disc that is round and attached to a tube that spins. This disc can be made of nickel-lined ductile iron or duplex stainless steel (2205/2507). When it's closed, it pivots so that it's not in the flow, and when it's open, it lines up so that it's in the flow. The shaft goes through the body and connects to the pneumatic actuator on top via an ISO 5211 interface. This makes sure that products from different makers can work together without any problems.
Pneumatic Actuation Mechanism
The pneumatic actuator has two sections that are divided by internal pistons, which is different from single-acting types. When 2.5 to 8 bar of compressed air comes into Port A, it pushes the piston in one way, which turns the shaft and disc to the open position. When the air flow to Port B is turned around, the disc goes back to its closed state. This two-way pneumatic force gets rid of the torque loss that happens with spring-return systems. This is especially important when working with thick fluids or big valves with diameters from DN700 to DN2000 mm. Inside the actuator, a rack-and-pinion or Scotch yoke conversion device changes the motion of the piston from linear to spinning. This keeps the torque constant throughout the whole stroke range.
Sealing and Flow Control
When the disc is fully pressed against the seat material, whether it's EPDM, NBR, PTFE, or VITON, it makes a bubble-tight seal. In modern systems, the shaft centerline is not aligned with either the disc midline or the sealing surface. This is called "double-eccentric geometry." Compared to concentric designs, this shape lowers the needed breakaway force by about 30% because it reduces friction during operation. The flow passage slowly opens up as the disc turns away from the seat. Positioner feedback systems let workers exactly change flow rates by changing the disc angle.
Key Advantages and Applications of Double-Acting Butterfly Valves
The fundamental design features lead to real operational gains in a number of different industries. Knowing about these benefits helps hiring teams decide if this type of valve meets the needs of their project.
Superior Torque Consistency
In traditional spring-return actuators, the output force decreases as the spring contracts while the actuator is in use. Because pneumatic pressure stays the same no matter where the valve is located, double-acting butterfly valves keep the force output constant over the whole 90-degree stroke. This stability is very important when valves are moving a lot during batch processing or when the breakaway torque needs to be high because of the viscosity of the medium or the pressure in the system.
Compact Installation Footprint
Taking out the big spring cartridges makes the actuator much smaller, which makes it easier to place in pipe racks or equipment spots that aren't very big, which is common in retrofitting projects. This effective use of space is especially useful in places like chemical plants, remote platforms, or garbage treatment plants in cities, where each square meter is highly valued.
Extended Cycle Life and Reliability
Because of less internal friction and controlled pneumatic forces, these valves can handle more than a million actions. Since there is no spring fatigue, a typical way for systems to break down is eliminated. This means that repair intervals are shortened and system uptime is improved. Field data from water treatment plants shows that upkeep costs are 40% lower than with spring-return options after five years of use.
Fail-Last Position Functionality
When the air source goes out, the valve stays where it was last told to stay instead of opening or closing by itself. This behavior stops process interruptions that weren't meant to happen in situations where quick changes in flow could damage equipment, trash product, or pose safety risks. This feature is especially helpful for chemical dosing systems because it keeps exact batch ratios even when the control signal is temporarily lost.
Diverse Industrial Applications
For main transmission lines in municipal water distribution networks, these valves come in sizes from DN700 to DN2000. Controlled stopping speeds stop water hammer, a phenomenon that can damage old infrastructure. They keep business-building HVAC systems cool even when there are short-term problems with the control system. They do this by controlling the cold water loop. Those are used by petrochemical plants to move slurry where particles could get in the way of spring-return systems. Desalination plants that use PN10/PN16 pressures put them in high-salinity areas and choose VITON or PTFE covers because they are chemically compatible.
Technical Specifications and Operational Insights
Pressure and Temperature Ratings
At room temperature, PN10 to PN16 pressure ratings, or roughly 150 to 230 psi, are common for industrial double-acting butterfly valves. For higher pressure values, the body walls need to be stronger and the sealing systems need to be better. Temperature limits depend on the type of rubber used. EPDM works well from -40°C to 120°C, while PTFE can handle temperatures up to 200°C for steam or hot oil uses. The heat performance is also affected by the body material. For example, malleable iron works well in normal conditions, while SS304, SS316, SS304L, and SS316L stainless steel versions can handle harsh chemicals or high temperatures.
Connection Standards and Sizing
Large-bore setups (with a diameter of 28" to 80" or more) usually use flanged configurations that follow ISO 5211, ANSI 125LB/150LB, or JIS 10K drilling designs. Standardization makes sure that valve bodies from different companies can fit together with existing pipelines without having to be machined to fit. For uses with lower pressure, wafer and lug designs are options. However, flanged connections offer better structural strength for DN700+ sizes that experience strong fluid forces.

Actuator Sizing and Torque Calculations
To choose the right actuator, you need to figure out how much force is needed to beat the seal's friction, the disc's inertia, and the difference in pressure across the valve. Safety rules say that actuators must give 25–30% more power than what was calculated to be needed. Manufacturers offer torque charts that show how air supply pressure affects output. This lets engineers make sure that the engine works well even when air pressure is low. When the lifters are too small, they can't fully seat the disc, which leads to leaks and early wear.
Automation Integration Capabilities
4-20m electropneumatic positioners are used in more and more modern setups. These devices take analog control signals and turn them into exact valve settings. The valve can be connected to distributed control systems (DCS) or programmable logic controllers (PLC) through these positioners, which allow proportional flow control. Feedback devices tell the controller where the discs are actually located, which creates closed-loop control that accounts for changes in pressure or wear. This intelligence turns simple on-off devices into complex flow controls that can keep setpoints within 1% of the real value.
Maintenance Best Practices for Double-Acting Butterfly Valves
Routine Inspection Protocols
Visual inspections of the outside of the actuator of the double acting butterfly valve should be done every three months to check for air leaks around the solenoid valves and tube connections. Every year, the machine is taken apart so that the internal seals, shaft bearings, and disc surface state can be checked. Seats that are worn out show signs of cutting or compression set and need to be replaced before leaking becomes a problem. You shouldn't wait for leaks to show up to replace shaft packing or O-rings that are showing signs of wear.
Lubrication and Cleaning
When repairing rack-and-pinion actuators once a year, light grease should be applied to the gear teeth using lubricants that meet ISO 8573-1 Class 3 or higher cleaning standards for pneumatic systems. Lubricating the packing gland points on valve shafts on a regular basis keeps them from galling and lowers the working force. Media growth on the disc or seat surfaces makes sealing less effective. To keep tight closing capabilities, systems should be flushed with the right solvents during planned shutdowns.
Common Troubleshooting Scenarios
Foreign objects getting stuck between the disc and the seat are a common cause of seat leaking that goes beyond what is allowed by API 598. Moving the valve back and forth a few times while slightly increasing the activation pressure can help get rid of dirt. Leakage that won't go away means the seat is worn out and needs to be replaced. An actuator not going all the way through its stroke could mean that there isn't enough air pressure, there's an internal seal bypass, or there's mechanical locking. Pressure gauges at the actuator supply ports find problems with the pneumatics, and tests of hand operation find problems with the mechanics. Leaking air from the actuator chambers means the O-ring is wearing out. This can be fixed by replacing the seal kit according to the manufacturer's instructions.
Environmental Considerations
Corrosion happens faster in coastal or industrial settings; epoxy coats protect surfaces outside of these settings. Trace heating or padding around actuators is needed when it's freezing outside so that ice doesn't form and block air flow. Protective lips that cover actuator shafts keep sharp particles from getting into bearing surfaces in places with a lot of dust. These preventative steps make the service last longer than what the maker originally said it would.
Procurement Considerations for B2B Buyers
Material Selection Criteria
Material choices are based on the factors of the application. For potable water systems, you need elastomers that are NSF-61 certified and body materials that don't rust, like stainless steel or epoxy-coated cast iron. Chemical processing needs to make sure that the process media and wet materials are compatible. Duplex stainless steel (2205/2507) doesn't rust when exposed to chloride stress, but austenitic types do. Buyers who want to save money have to balance the need for performance with their budget. For non-corrosive uses, WCB bodies are a better choice than exotic metals because they are cheaper for a double acting butterfly valve.
Lead Times and Inventory Availability
Standard versions (DN50–DN600) usually ship in one to two weeks from the time they are stocked by a dealer. Large valves (DN700–DN2000) and non-standard combinations of materials need to be made in a workshop, which adds four to eight weeks to the wait time. Early in the planning process, project planners should ask for delivery schedules. This is especially important for multi-valve orders, where staged delivery fits with building milestones. Fast output costs more, but it keeps projects from being delayed, which costs a lot.
Quality Assurance and Testing Documentation
Reliable sellers give out material certificates that show the makeup of the body and trim parts through positive material identification (PMI). According to API 598 or EN 12266-1 standards, hydrostatic shell tests at 1.5x rated pressure and seat tests at 1.1x rated pressure make sure that the structure is sound and that the seals work well. In purchase orders, buyers should list the tests that need to be done and ask for supervised checks for important uses. Test records, dimensional checks, and calibration certificates are all part of documentation packages that help with installation completion and regulatory compliance.
Supplier Evaluation Factors
In addition to product specs, a supplier's skills have a big effect on the long-term success of a project. Check the production ability to meet the volume of orders and the time frames needed. Check to see if there is technical support available. Having fast engineering help during the planning and fixing stages lowers the risks of implementation. Think about how close the seller is to major ports; suppliers close to shipping hubs offer faster delivery times and lower freight costs. OEM and ODM features allow tailoring to meet specific application needs, such as changing actuation speeds or adding special coatings.
Conclusion
Double-acting butterfly valves are advanced ways to control flow because they combine the ease of use of mechanics with the accuracy of pneumatics. Their ability to keep torque constant, take up little space, and last a long time solves important operating problems in the energy, chemical processing, water treatment, and HVAC industries. To make the right choice, you have to weigh technical details like materials, pressure ratings, and actuator sizes against project limits like cost, time, and the ability to perform upkeep. When engineers and buying workers understand how valves work, what their performance benefits are, and how to buy them, they can choose valves that make systems more efficient while lowering their lifecycle costs. As industrial automation gets better, these valves are being built into smarter control systems more and more. This makes them more valuable by letting you precisely modulate them and keep an eye on them from afar.
FAQ
1. What distinguishes double-acting from single-acting butterfly valves?
Single-acting valves have internal forces that move the disc back to its normal position (open or closed) when air flow stops. This makes the valve fail-safe. For double-acting designs to work, they need air pressure for both the opening and closing steps. If the air source goes out, they stay in the last position that was instructed. This fail-last behavior works well for batch processing and systems where valves moving by accident can stop work. Since spring tension doesn't lower the available force, double-acting motors also provide more consistent torque across the stroke range.
2. How do I determine the correct actuator size?
Use seal friction, differential pressure, and disc inertia to figure out the highest working torque. Add a safety factor of 25 to 30 percent to this number, and then look at the torque numbers from the maker to find an actuator that has the right output at the minimum air supply pressure. Actuators that are too small cause discs to not sit properly and wear out too quickly, while actuators that are too big make costs go up for no reason. Getting help from providers like ZTVK with engineering makes these numbers easier during the project specification stages.
3. Can double-acting butterfly valves operate in automation systems?
Of course. By adding electro-pneumatic positioners, on-off valves can be changed into proportional control devices that can take 4-20mA signals from DCS or PLC systems. Position feedback monitors allow closed-loop control, which keeps exact flow setpoints even when system pressure changes. The ISO 5211 mounting standards make sure that different actuators and control devices can work with each other. This makes it easier to integrate systems that use different automation platforms.
Partner with ZTVK for Reliable Double Acting Butterfly Valve Solutions
With ISO 9001, ISO 4001, and OHSAS 18001 certifications, ZTVK is a trusted double-acting butterfly valve maker based in Tianjin's Beichen District. They offer industrial-grade flow control options. Over 2,000 standard valves (DN50–DN600) are kept in stock at our plant and can be delivered in 3–7 days. Custom orders from DN700 to DN2000 mm are handled by our own production lines and take 15–25 days to complete. We offer FOB or CIF terms and are only 50 km from Tianjin Port, which makes global shipping easier. We have ties with COSCO and Maersk. Our double eccentric design cuts down on working torque by 30% and increases cycle life to more than 50,000 operations. We also offer full OEM/ODM customization, which includes brand packing and technical changes. According to API 598 guidelines, each valve goes through strict shell and seat testing. There is full documentation, such as PMI certificates and test results. Please email our engineering team at ktec86961886@163.com to talk about the details of your project. We offer free CAD sketches, help with product selection, and an 18-month guarantee with local technical support partners to make sure your operations don't stop.
References
1. American Petroleum Institute (2015). API Standard 598: Valve Inspection and Testing, 9th Edition. Washington, DC: API Publishing Services.
2. European Committee for Standardization (2012). EN 12266-1: Industrial Valves - Testing of Metallic Valves - Part 1: Pressure Tests, Test Procedures and Acceptance Criteria. Brussels: CEN.
3. International Organization for Standardization (2017). ISO 5211: Industrial Valves - Part-Turn Actuator Attachments. Geneva: ISO Central Secretariat.
4. Smith, P. & Zappe, R.W. (2018). Valve Selection Handbook: Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow Application, 6th Edition. Oxford: Gulf Professional Publishing.
5. Lyons, J.L. & Askland, C.L. (2016). Practical Guide to Industrial Valve Selection and Sizing for Process Engineers. Hoboken: John Wiley & Sons.
6. Emerson Automation Solutions (2020). Control Valve Handbook: Application, Selection, Installation, and Maintenance Guidelines, 5th Edition. Marshalltown: Fisher Controls International LLC.
Send us your valve requirements and our team will provide professional solutions and fast quotations.







RELATED INDUSTRY KNOWLEDGE
